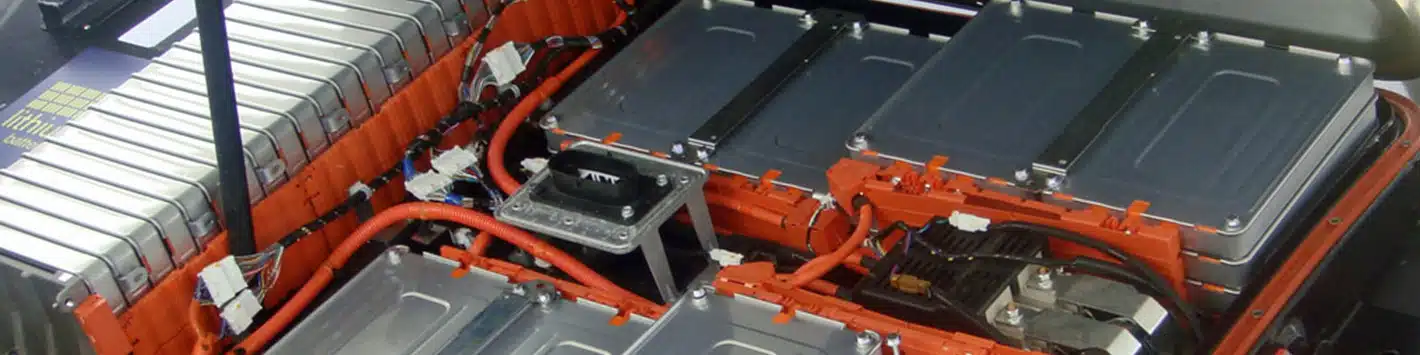
Electric vehicles are being built in volumes that would have seemed implausible a decade ago. Every battery pack in every one of them needs to be marked. Not labelled. Not stickered. Marked.
The distinction matters more now than it ever has. Regulation (EU) 2023/1542, commonly known as the EU Battery Regulation, has given permanent marking a legal weight it was previously only given informally by automotive OEMs and their tier one suppliers. The word the regulation uses is indelible. It means what it sounds like: cannot be removed, cannot be erased, will still be there at end of life.
This page covers everything you need to know about EV battery marking: what the regulation actually requires, how laser marking and dot peen marking both serve the application, when to use each, and how Pryor can help you meet the deadline and keep your production line moving.
What the Regulation Actually Requires
Regulation (EU) 2023/1542 replaced Battery Directive 2006/66/EC and has been in force since 18 February 2024. The full transition takes place gradually, with the various provisions coming into effect in stages. For EV battery manufacturers and the tier one suppliers who feed them, these are the key deadlines.
| Deadline | What is required |
| 18 August 2024 |
CE marking must be affixed visibly, legibly and indelibly to all batteries before placement on the EU market. Already Passed |
| 18 August 2025 |
Separate collection symbol (crossed-out wheeled bin) required on all batteries. Must cover at least 3% of the area of the largest side of the battery. Already Passed |
| 18 February 2026 |
Mandatory carbon footprint declaration for rechargeable industrial batteries above 2 kWh (UPS systems, industrial machinery, stationary energy storage). Calculated under the EU Product Environmental Footprint methodology and reported via the Digital Battery Passport. Already Passed |
| 18 August 2026 |
Full labelling requirements apply. All EV batteries, LMT batteries and rechargeable industrial batteries above 2 kWh must carry a clearly legible and indelible carbon footprint label including recycled content of cobalt, lead, lithium and nickel. Place of manufacture, battery category, weight and hazardous substance information also required. Imminent |
| 18 February 2027 |
All EV batteries and industrial batteries above 2 kWh must carry a QR code printed or engraved on the battery, linking to the digital Battery Passport. The QR code must be indelible. Fast Approaching |
These deadlines are not provisional. The regulation is in force. Market surveillance authorities in EU member states have powers to require product withdrawal and recall where non-compliance is found. Labelling issues are treated as a compliance failure even if the battery itself is technically safe.
The manufacturers who will meet these deadlines comfortably are the ones specifying their marking solutions now.

The Indelible Problem
Article 13(7) of Regulation (EU) 2023/1542 is unambiguous: labels and QR codes shall be “printed or engraved visibly, legibly and indelibly on the battery.” The packaging fallback, where labels can go on the box instead of the battery, exists for small batteries where the physical surface area makes direct marking impractical. For EV battery packs and industrial batteries above 2 kWh, it is not an option. The marking must be on the battery itself.
Adhesive labels face a fundamental problem here. They can be removed. More precisely: they will degrade. Thermal cycling, the repeated heating and cooling an EV battery undergoes through normal charge and discharge cycles, attacks adhesive bonds over time. Cleaning agents used in manufacturing and service environments attack printed surfaces. Humidity, vibration, abrasion: all of these work against a label in ways they cannot work against a mark that is physically part of the component surface.
A QR code that has degraded over a decade of service cannot be reliably scanned by the automated systems in a recycling facility. That defeats the purpose of the Battery Passport entirely.
A mark is only indelible if it survives the life of the battery, not just the manufacturing process.
What indelible actually means
The regulation does not define indelible. But the intent is clear from context. and the Dictionary Definition
A marking is indelible if it cannot be removed from the component without destroying the component.
It must be readable at end of life. It must survive the operational conditions the battery encounters
throughout its working lifetime, typically ten years or more in an EV application.
Adhesive labels are not indelible. Laser-marked and dot peen-marked surfaces are.
What Gets Marked on an EV Battery
EV batteries are not single components. They are assemblies of cells, modules and packs, each level of the hierarchy carrying its own identification requirements, and each presenting different marking challenges.
Battery cells
Individual cells, cylindrical, prismatic or pouch, carry a Data Matrix or QR code on the top face or largest flat surface. This is the smallest marking surface in the assembly and the one where speed matters most. Line speeds in cylindrical cell production can exceed 240 parts per minute. Marking cannot slow the line.
Battery modules
Modules are groups of cells assembled into a sub-unit. The module cover carries a Data Matrix or QR code, often alongside alphanumeric information: module serial number, date of manufacture, batch reference. These are the identifiers that link the physical module to its place in the supply chain record.
Battery packs
The complete battery pack, the unit that goes into the vehicle, carries the most information. This is where the regulatory requirements are most demanding: the carbon footprint label, the CE mark, the Battery Passport QR code, capacity, chemistry, manufacturer details and the separate collection symbol all need to appear on the pack itself or its casing.
Battery trays and structural housing
The structural aluminium or steel tray that houses the pack is a large, heavy component. It often carries its own identification marking separate from the battery pack label, particularly where it forms part of the vehicle’s structural chassis. These components typically remain with the vehicle even if the battery pack is replaced.
Contact us today
Cell-level serialisation and production throughput
The February 2027 Battery Passport requirement has its sharpest engineering implication at cell level. Each cell needs a unique identifier, not a batch reference, linked to its individual formation data and production record. For second-life and recycling applications to work as the regulation intends, that identifier has to follow the cell, not the pack it eventually ends up in.
That raises two practical questions for anyone specifying a cell production line. Where in the manufacturing sequence should the mark be applied? And can the marking station keep up with the line?
The first question matters because cell surfaces aren’t stable throughout production. Marking too early, before formation cycling, risks marking a surface that hasn’t settled or a cell that isn’t yet fully sealed. Marking after formation and grading means the identifier can be linked immediately to known capacity and performance data, with a stable surface to mark on.
The second question is where gigafactory volumes bite. Tesla’s Giga Texas has reported producing over 126,000 4680 cells a day during ramp-up. At that kind of line speed, the marking station has well under a second to mark and verify each cell before it moves on. Get that wrong and the marking station becomes the bottleneck on the most expensive line in the factory.
Laser Marking for EV Batteries
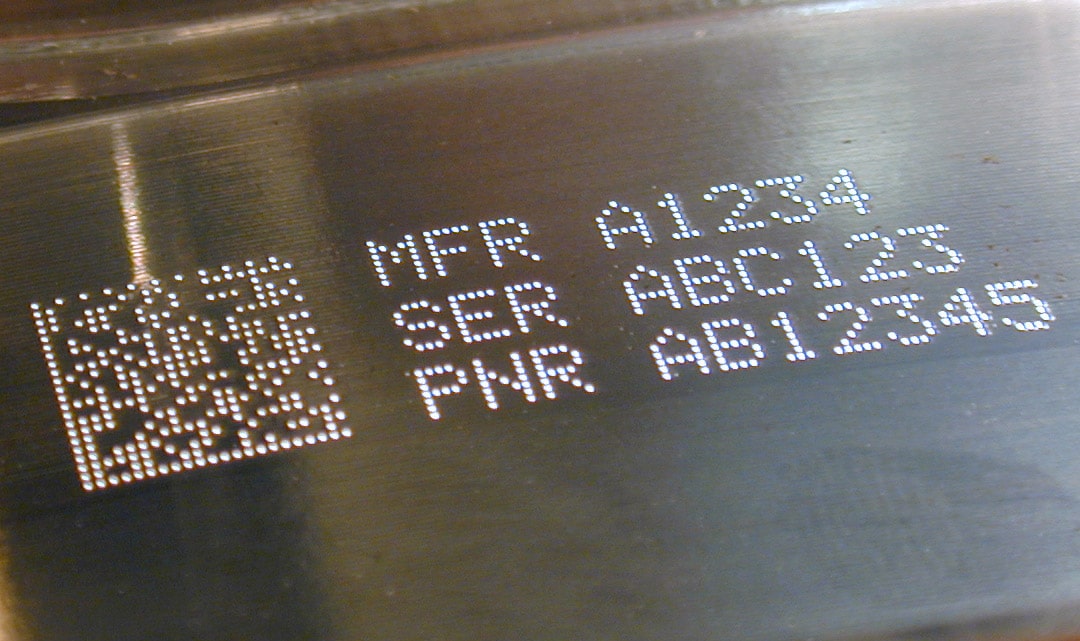
 Laser marking works by directing a focused beam of light at the surface of the component. The energy from the beam changes the surface material through localised heating, ablation or photochemical reaction depending on the laser type and the substrate, creating a permanent change in the surface itself. There is nothing applied on top. Nothing to peel, fade or separate from the component. The mark is the surface.
Laser marking works by directing a focused beam of light at the surface of the component. The energy from the beam changes the surface material through localised heating, ablation or photochemical reaction depending on the laser type and the substrate, creating a permanent change in the surface itself. There is nothing applied on top. Nothing to peel, fade or separate from the component. The mark is the surface.
Fibre laser marking
Fibre laser is the standard choice for most metallic battery surfaces, aluminium casings, steel housings, busbar connectors. It produces high-contrast, high-resolution marks at production line speeds, including Data Matrix codes and QR codes that can be read reliably decades after marking. Fibre laser systems integrate cleanly into automated production lines, with marking triggered by PLC signal and completed in a fraction of a second.
MOPA laser marking
MOPA laser offers additional control over the pulse parameters. On anodised aluminium, a common finish on EV battery casings, MOPA systems produce high-contrast black or white marks without damaging the protective oxide layer. This matters for components where the anodising is not just cosmetic but functional. MOPA also handles coated surfaces and reflective materials that can present difficulties for standard fibre lasers.
For the Battery Passport QR code requirement, laser marking is particularly well-suited. A laser-engraved QR code on an aluminium battery casing achieves the contrast and geometric precision needed for reliable automated reading. It will still be readable at a recycling facility after ten years of service.
Why laser marking satisfies the indelible requirement
A laser mark is created within the surface of the component, not on top of it. The surface material itself is changed by the energy of the beam. There is no adhesive. There is no substrate to degrade. There is no coating to peel. The mark and the component are, effectively, the same thing. You cannot remove one without destroying the other.
That is what indelible means. And it is exactly what Article 13(7) demands.
Dot Peen Marking for EV Batteries
For EV battery applications, dot peen is particularly suited to the structural elements of the battery assembly: the battery tray, the pack housing, the chassis integration points. These are large, heavy aluminium or steel components where the deep, physically indented mark of dot peen provides a level of permanence that suits the application.
Dot peen handles curved and uneven surfaces well. Battery trays and housings often have ribs, bosses and integrated features that make a flat marking field impossible. A dot peen head with the right travel range and stylus geometry can mark across these surfaces without losing legibility.
For components that will go through shot blasting, painting or powder coating after marking, dot peen’s physical indentation depth means the mark survives the subsequent process. There are no consumables, no inks, no solvents, which means low operating costs and minimal maintenance alongside the production line.
Portable dot peen systems are valuable wherever large battery packs or vehicle frames need to be marked in situ. A handheld or portable dot peen head can be brought to the component and applied directly, useful for oversized assemblies that cannot be moved to a fixed machine.
Laser vs Dot Peen: Choosing the Right Technology
Both technologies produce indelible marks. Both satisfy the permanent marking requirement under Regulation (EU) 2023/1542. The question is which is right for which application within the EV battery assembly.
| Application | Recommended technology | Reason |
| Battery cells (cylindrical, prismatic) | Laser – fibre or MOPA | Speed, small surface area, high-resolution Data Matrix codes at line speed |
| Battery module covers | Laser – fibre | High-contrast marks across mixed materials at production line speed |
| Battery pack casing (aluminium) | Laser MOPA or dot peen | MOPA for anodised or coated surfaces; dot peen where maximum physical depth is needed |
| Battery tray / structural housing | Dot peen | Large steel or aluminium components; survive post-process treatment, including blasting and painting |
| Busbar connectors | Laser – fibre | Precision on small, conductive metal surfaces without thermal damage |
| Large stationary industrial batteries | Dot peen | Heavy components where in-situ portable marking is required |
The answer is rarely one technology across a whole production facility. Most EV battery manufacturing lines use both, applying each where it fits the specific component and process requirements.
Integration into Production Lines
Marking is not a standalone operation in modern EV battery manufacturing. It sits within a connected production system where every mark logged at the point of marking links immediately to the manufacturing execution system, the quality record and ultimately the Battery Passport.
When a cell is marked at the start of the production process, that mark becomes the thread that connects every subsequent test result, quality check and process parameter to the individual component. By the time the battery pack leaves the factory, every cell in it is traceable back to its marking event — and forward to the Battery Passport entry that regulators, recyclers and second-life operators will access throughout the battery’s life.
Laser and dot peen marking systems both integrate with MES and ERP systems through PLC connectivity and industrial Ethernet interfaces. Marking data is logged at the point of application, creating the audit trail that regulators need and that manufacturers should want. Catching a quality issue at the cell marking stage is far less expensive than catching it after the pack has been assembled.

The production case for permanent marking
Beyond regulation, there is a straightforward commercial argument for permanent marking. If a cell fails in service and the mark is gone, because a label peeled off at some point
during the battery’s life, tracing that failure back through the production record is difficult or impossible.
With a permanent laser or dot peen mark, the link between the physical component and the digital production record is never broken. That is useful for warranty claims, for recalls, and for root cause analysis. It is also what the Battery Passport depends on.
Why Pryor
We have been making marking machines in Sheffield since 1849. EV batteries and the EU Battery Regulation are new. The engineering challenge of applying a permanent, machine-readable mark to a metal surface at production line speed is not.
Our laser marking range, fibre and MOPA configurations, is designed for exactly the kind of demanding industrial environment that EV battery production represents. Fast cycle times, consistent mark quality, integration with production line control systems and marks that remain readable for the lifetime of the component. Every machine is designed and built by our engineers in Sheffield.
Our dot peen range covers the full span from portable handheld units for in-situ marking of large or stationary components, through benchtop configurations for higher-volume applications, to fully integrated heads for production line installation. Same principle: built in Sheffield, by the people who understand what the machines need to do.
When you have a question about how to apply a permanent Data Matrix code to an anodised aluminium battery casing without compromising the surface treatment, you are talking to the engineers who built the machine, not a reseller of something manufactured elsewhere. That distinction matters when you are solving a compliance problem under time pressure.
If you are working through what EV battery marking compliance looks like for your specific production process, speak to our engineers. We have probably seen the challenge before. And if we have not, we have 177 years of engineering experience to draw on while we solve it.
| Speak to our engineers |
|
Our marking engineers are based in Sheffield and can advise on:
Which laser or dot peen technology suits your specific battery component Integration with your existing production line and MES system Mark quality validation for Battery Passport QR code requirements Meeting the August 2026 and February 2027 compliance deadlines
Get in touch: info@pryormarking.com | +44 (0)114 276 6044 machines.pryormarking.com |
Contact us today
Frequently Asked Questions About EV Battery Marking
A Battery Passport is a digital record that travels with an EV battery throughout its entire life, from manufacture through to recycling or second-life use. It stores data on chemistry, carbon footprint, supply chain provenance, and state of health, all accessible via a unique identifier marked permanently on the battery itself.
Under EU Battery Regulation 2023/1542, Battery Passports become mandatory for electric vehicle batteries placed on the EU market from February 2027. If you manufacture, import, or distribute EV batteries in Europe, you will need one. The permanent mark on the physical battery is what links the hardware to the digital record. Without a readable, durable, indelible mark, the passport system cannot function.
Direct part marking means applying an identifier permanently to the component itself, rather than to a label attached to it. The mark is typically a Data Matrix code or alphanumeric string, applied by laser, dot peen, or scribing directly into the surface of the part.
For EV batteries, DPM is used because labels fail. Adhesive labels degrade under heat, vibration, electrolyte exposure, and the mechanical stresses of battery assembly and operation. A permanent mark in the material surface survives the full battery lifecycle, including potential disassembly for recycling or second-life repurposing. The EU Battery Regulation specifically requires that identifying marks be indelible, which in practice means direct part marking is the only compliant approach.
ISO/IEC 15415 is the international standard for grading the print quality of two-dimensional barcodes, including Data Matrix codes. It defines how a code is assessed across multiple parameters, including contrast, modulation, fixed pattern damage, and axial non-uniformity, and assigns a grade from A (best) to F (fail).
For battery marking, it matters because a mark that looks readable to the human eye may fail automated machine reading on a production line or in a recycling facility years later. Grade A is the target for any mark that must function reliably across a battery’s lifetime. We recommend specifying ISO/IEC 15415 Grade A or B as a minimum acceptance criterion in your marking process documentation.
No. The EU Battery Regulation 2023/1542 requires that the identifier linking a battery to its Battery Passport is marked in an indelible way. Indelible means it cannot be removed without destroying or defacing the battery itself.
Standard adhesive labels do not meet this requirement. They can be peeled off, damaged by chemicals, or degrade over the multi-decade lifespan the regulation is designed to cover. Even specialised industrial labels, while durable, are not considered permanent in the regulatory sense. Direct part marking methods, laser marking in particular, engrave or alter the surface of the material itself. The mark becomes part of the battery, not something attached to it. That is what indelible means in practice.
Both are two-dimensional matrix codes that encode data in a pattern of light and dark cells, but they are designed for different environments. A QR code is optimised for consumer applications: fast scanning with a smartphone camera, large amounts of data, and good readability from a distance.
A Data Matrix code is designed for industrial use. It is more compact, tolerates a higher level of damage or contamination before it fails to read, and can be made very small without losing reliability. For direct part marking on metal components, including battery housings and cells, Data Matrix is the standard choice. It handles the tight spaces, harsh surfaces, and machine-reading requirements that consumer-facing QR codes are not built for. More about Datamatrix Codes
The short answer: smaller than most people expect, but there are real limits that depend on your reading equipment and your surface.
With a quality fibre laser system and a well-optimised focus, a Data Matrix code can be marked at cell sizes of 0.1mm or below, producing a code less than 2mm across. At that size, handheld scanners will struggle. Fixed-mount industrial readers with the right optics will read them reliably.
For EV battery applications, the practical minimum is typically a 5x5mm code, which gives you enough cell size to survive surface variation, contamination, and long-term wear while remaining reliably readable by the automated systems used in battery recycling and second-life processing. If you are specifying micro-marking for batteries, talk to our engineers before committing to a size. Getting it wrong at volume is expensive to fix. Read more on how small we can reliably mark and read a Datamatrix code
Latest EV Battery Marking Related Posts
Battery Cell Serialisation: Why Marking at Cell Level Is Now Standard Practice
For most of the past decade, traceability in battery manufacturing stopped at the pack. A unique identifier on the outer housing was enough to satisfy quality systems and recall requirements. The individual cells inside were treated as interchangeable, identified only by batch, not by unit. That approach will not satisfy...
Why Self-Adhesive Labels Fail the EU Battery Regulation
And what to use instead. Walk into almost any battery manufacturing facility today and you will find adhesive labels. They are quick to apply, cheap to produce and familiar from decades of product labelling practice. They are also almost certainly non-compliant with Article 13 of Regulation (EU) 2023/1542. The regulation uses one...
What Does “Indelible” Actually Mean Under the EU Battery Regulation?
It is one word. Four syllables. And right now it is keeping compliance managers, production engineers and regulatory teams at battery manufacturers across Europe up at night, Battery Marking is about to become more complex. Indelible. The Cambridge English Dictionary defines Indelible as "An indelible mark or substance is impossible to remove " Article 13(7) of Regulation (EU) 2023/1542...
The EU Battery Regulation is coming
What EV battery manufacturers need to know about the new marking and traceability requirements. Electric vehicle battery production is growing fast, and so is the regulatory scrutiny that comes with it. Regulation (EU) 2023/1542, the new EU Battery Regulation, introduces mandatory physical marking and digital traceability requirements affecting every manufacturer producing...